There were relatively few cost-effective options for creating small to medium batches for limited market releases and bridging applications before the invention of cast urethane molding. One of these alternatives was cast urethane molding.
Despite being a cost-effective solution for mass manufacturing of similar products, injection molding needs higher precise machines for creating low-volume or highly customized products especially for medical molding companies. Moreover, the various molding procedures necessitate the use of specific tools. It is critical to take the proper strategy to provide customers with parts that work properly.
Molding procedures involving urethane and injection molding are the two most widely used. The type of tooling used to create the pieces is one of the most noticeable variations between the two methods.
Components made of silicone, also known as soft tooling, are created using urethane molding. Whereas components made of steel or aluminum are produced using injection molding know as hard tooling.
Choosing the appropriate solution for the sheet metal tooling process, this will allow to produce higher-quality work while still adhering to the schedule and budget constraints. The differences between the various tooling techniques are outlined in this article section.
Recognizing the difference will make it easier for the project to complete on time and within budget while ensuring that all components are functional.
What is Hard Tooling
Hard tooling is a tooling technique that is commonly utilized in plastic injection molding. Additionally, hard tooling is a manufacturing process that involves making tools and dies out of tougher metal alloys that are typically utilized in the prototype stage of the manufacturing process. The generation of a product capable of being mass-produced accurately and consistently should be the end goal of any hard tooling.
The process of hard tooling begins with constructing a tooling design at the beginning of the procedure. After that, the design is utilized to build a mold, which represents the thing being sought after in an unfavorable light. The positive image of the product is known as a die.
This is derived from the mold and utilized to construct the die. After the mold has been created, the product can be manufactured in huge quantities during mass production.
Steel/aluminum tools are used for injection molding prototypes or bridges. When a high number of parts, typically 100 to 100,000s, are required, hard tooling is used.
An injection molding machine injects material into steel/aluminum tools. The equipment takes fewer people to inject mold into the mold than silicone molds. The material will cure in seconds to minutes, allowing for substantially more pieces to be produced than with silicone tools.
Hard tooling is commonly used in products that demand high precision, such as electronic components. It is also appropriate for items that will be made in large quantities. Hard tooling can be costly initially, but long-term savings can be significant.
What is Soft Tooling
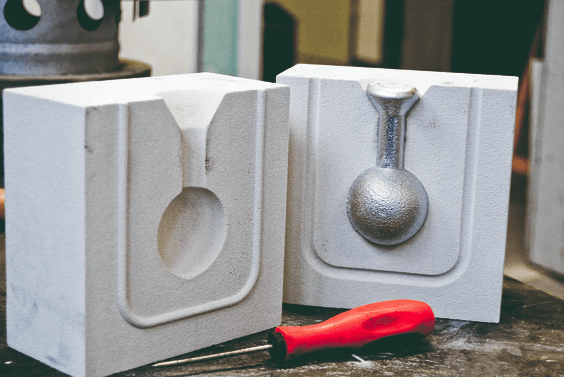
Making a urethane mold is part of the soft tooling process, which is also commonly referred to as urethane molding. In most cases, prototypes or low-volume manufacturing runs demand for the utilization of molds of this particular sort.
The speed, versatility, and low cost of soft tooling are three of its most well-known benefits. Traditional hard tooling operations are more expensive than soft tooling techniques, which are less labor-intensive.
Molds made of silicone can be utilized for prototyping, bridge manufacturing, and the low-volume production of anything from one to hundreds of individual pieces. The majority of silicone molds allow for 25 shots to be poured into each cavity.
It is a standard option for producers who produce a tiny number of goods, often between one and one hundred units at a time. In most cases, silicone molds are injected with material that is gravity-fed through a tube.
Curing time can range from 1 to 24 hours, depending on the material. After the components in the molds have cured, the molds are opened by hand, and any necessary finishing is done by hand.
Soft Tool vs Hard Tool
A pre-hardened steel tool is what’s known as a soft tool. It’s a low-cost manufacturing solution that’s ideal for low-volume production. Because pre-harden steel is a lesser grade of steel with reduced hardness and wear resistance, the soft tool can only endure molding cycles of no more than 500k shots, and it is difficult to maintain tight tolerances.
Steels of the finest quality, such as H13 or 420, are used in producing hard tools used in mass manufacturing. The production of a difficult instrument involves additional steps and additional time.
The distinction between hard and soft tools:
Hard Tool
- For high-precision components at a large scale using injection molding.
- Inserts can be drilled and machined; however, a unique treatment is necessary once they have been hardened.
One million is the maximum number of shots fired from a single tool.
- Because the production process involves heat treatment and further machining, the lead time for hard tools is significantly longer than that for soft tools.
Soft Tool
- Production on a small to moderate scale for use in prototyping
- Drilling, milling, and grinding inserts can all be accomplished using standard machining operations.
- The production time required is significantly less than that of a hard tool.
- The item comes with a warranty that it can fire 500,000 shot.
When to Use Soft Tooling on Sheet Metal Instead of Hard Tooling?
Production volume is essential when deciding whether to use soft or hard tooling for sheet metal. Soft tooling may be the most cost-effective option if the low volume is the norm because it is frequently less expensive than hard tooling. Soft tooling can also be used for prototyping before switching to hard tooling for bigger production runs.
Another crucial consideration is the type of sheet metal used. If the metal is soft enough, harsh tools may not be necessary. However, hard tooling may be required to get the desired results if the sheet metal is exceedingly thin or has intricate characteristics.
Working with soft tools is ideal for producing fewer than a few thousand pieces because they are not required for an extended time. Soft tooling allows for cost reductions and faster completion of on-demand, low-volume projects.
However, when working such as corporate stakeholders, this must consider the request behind the scenes. It would be more cost-effective to show them the soft tool version rather than constructing hard tools for them to view. When it comes time to build the production tools, switch to a hard tooling strategy.
This saves time and money by eliminating the need for soft tooling for market tests. Making prototypes and presenting them to industry experts, employees, and other relevant parties allows for getting input on the parts before mass production begins.
When building hard tools too quickly, it may face severe problems in the future, resulting in higher-than-expected production costs and missed product deadlines. To put it another way, take advantage of soft tooling wherever it is feasible to do so since, in the long run, it will save a significant amount of money, time, and money.
It is essential to determine which tasks necessitate the utilization of heavy equipment to prevent putting operational efficiency and product quality at risk. Hard tooling can be the only option if the application working on calls for instruments with extraordinarily exact designs.
Beginning the Tool
Checklist for Casting with Urethane: The initial step in developing a soft tool for urethane casting is creating a master pattern. Because the surface of the master pattern is immediately transferred from the master pattern to the silicone throughout the process of making a soft tool, the surface must be in good condition.
The level of detail relay that platinum-reinforced silicone possesses is sometimes compared by our engineers to that of human hair. 3D printing results in the most efficient use of resources and the quickest turnaround times for master patterns.
Two different types of additive manufacturing produce the best results in terms of surface smoothness, feature detail, and production speed when it comes to the creation of soft tools:
- Stereolithography (SLA): SLA layer thicknesses range from 0.004″ to 0.005″, with feature details as fine as 0.012″ employing High Definition methods optimized for master pattern development.
- PolyJet 3D printing: PolyJet master designs are commonly built with 16 x 42 microns layer thickness and feature sizes as small as 0.012 inches.
Medical Carrying Case in PolyJet Blue Starting with a smoother surface makes the process go more quickly. Which is why hand finishing is required for all SLA and PolyJet master designs before tools can be created.
Priming and painting, and even glossy paint on surfaces where clarity is essential, is the typical next step after dry blasting or hand sanding on the interior and outside of a building. After completion of the master pattern, a one-of-a-kind procedure of pouring and curing silicone is utilized to secure the pattern.
After the curing process is complete, the master design is removed. The silicone is then cast using one of many different types of industrial cast urethane materials to make the finished cast product.
Considerations
- Finishing
Cast urethanes are also a good choice for applications that require smooth surfaces with little post-processing and inserts or threads that must be strong. For instance, producing 50 to 100 percent stronger bonding than standard heat-staked inlays using our unique cast urethane micro-welding technologies.
- Tool life
Regarding durability, soft tools cannot compete with hard tools; silicone tools are good for 25 to 50 shots of a part before they must be retired. It is conceivable to build tools that endure thousands or hundreds of thousands of shots.
Injection-molded objects that do not have excessive complexity or require extra components can typically be used immediately off the machine for their intended usage in small manufacturing runs. Furthermore, hard tools can withstand higher temperatures than soft tools, making them ideal for certain high-temperature materials.
- Geometry
When the item’s geometry necessitates lengthy injection molding tool design development durations, it’s recommend shifting to cast urethanes. Cast urethane components use 3D-printed master patterns and CNC-machined master patterns to generate a first shot with the precise geometry in half the time required by injection molding.
Cast urethane pieces require a mold that can be broken apart to release the part; however, by utilizing 3D printing, these molds may be made and deployed more quickly, resulting in the delivery of sophisticated soft tools in days.
- Timeline
When it is understood that hard tooling will eventually be employed, but parts are required immediately, cast urethanes serve as a stepping stone. Cast urethanes meet market deadlines while the tool is being developed and the first shot is fired.
Cast urethanes are used as the product’s initial release to avoid downtime and gather consumer reaction. A hard tool can take weeks to complete, whereas a cast urethane end-use product can be produced in five to seven days.
Furthermore, material, volume, turnaround time, and shape will all play a factor in any soft versus hard tooling selection. Still, the project now has access to many options that were not accessible a decade ago.
Because of the material qualities of cast urethanes and even 3D-printed parts, smaller manufacturing runs have permitted the creation of custom-tailored parts at a low cost.
It is not difficult to create unique items or customized low-volume components for a niche market.
Conclusion
There are several factors when considering soft and hard tooling for injection molding. Before settling on a method, it is necessary to consider the type of material, the costs, the amount, prototypes, and many other factors.
For this reason, it is essential to collaborate with a manufacturer knowledgeable about each method’s ins and outs. Molding partners can be had at the lowest possible cost and of the highest possible quality by going to SeaSkyMedical. The company is a medical plastic injection molding producer. SeaSkyMedical offers complete services and assistance to its consumers.
Contact SeaSkyMedical now to take advantage of thier product development, from prototypes through full-scale production.



